Spiegazione dettagliata del processo produttivo di archivi in metallo: 8 fasi chiave dalla progettazione alla consegna
Orario di rilascio:2026-02-18
Visite:336
Essendo un elemento essenziale negli scenari di ufficio moderni, il processo di produzione degli archivi integra più processi come lavorazione dei metalli, progettazione strutturale e trattamento superficiale. Prendendo come esempio le archiviere in metallo, questo articolo analizzerà sistematicamente gli otto passaggi fondamentali dell 'intero processo di produzione per aiutare i lettori a comprendere in modo completo la logica di produzione di questo prodotto industriale.
Fase 1: Pianificazione dei requisiti e progettazione industriale
Prima di iniziare la produzione, è necessario completare una ricerca di mercato per chiarire i requisiti di carico dei clienti, gli scenari d'uso e i livelli di sicurezza per gli archiviatori. Sulla base del feedback dei dati, gli ingegneri utilizzano un software di modellazione 3D per disegnare disegni accurati, definire gli standard di materiale e tolleranza per ogni componente e prestare particolare attenzione ai dettagli che influenzano direttamente l'esperienza dell 'utente, come la struttura dei ribanchi dei cassetti e la posizione delle serrature.
Fase 2: Screening e gestione delle materie prime
Le lamiere d'acciaio laminate a freddo sono il materiale preferito a causa della loro alta resistenza e della forte resistenza alla corrosione. Lo spessore delle lastre di solito varia da 0,8 a 1,2 mm. I fornitori sono tenuti a fornire materiali metallici rispettosi dell 'ambiente che soddisfino lo standard RoHS. Il reparto acquisti deve verificare i rapporti di prova di resistenza alla trazione dei materiali e implementare una gestione tracciabile per i lotti di inventario.
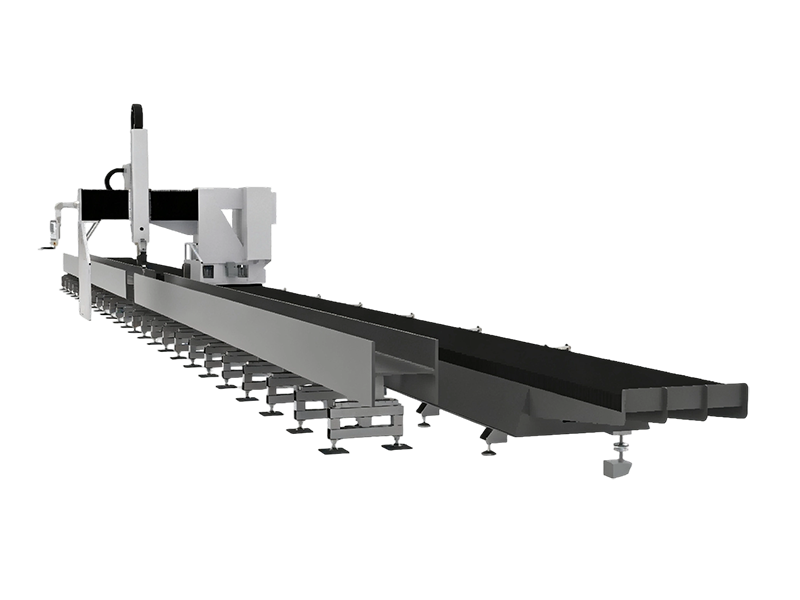
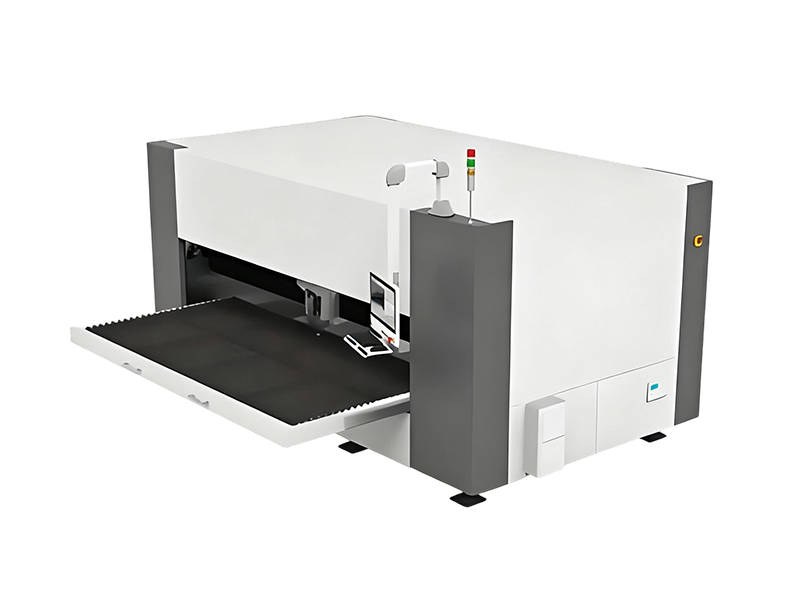
Fase 3: lavorazione di precisione e formazione
L'attrezzatura di taglio laser divide le lamiere in componenti come la piastra superiore e le piastre laterali, con la precisione controllata entro ± 0,1 mm. Un processo di piegazione a 90 ° viene completato da una piegatrice CNC e l'impostazione del valore di pressione dello stampo deve fare riferimento ai parametri di duttilità delle lamiere. Per particolari parti come fori di serratura e solchi ferroviari, apparecchiature di stampaggio multi-stazione vengono utilizzate per la formazione di lotti.
Fase 4: Trattamento della superficie
Le parti metalliche lavorate devono passare attraverso processi di degrassazione e decapitura per rimuovere lo strato di ossido, e quindi entrare nella linea di trattamento di fosfatizzazione per formare un film protettivo di fosfato di 5 - 8 μ m. La tecnologia di polvere elettrostatica viene utilizzata per coprire un rivestimento di resina epossidica. Dopo la cura ad alta temperatura di 200 ° C, l'adesione superficiale può essere aumentata di oltre il 60%, e i tempi di resistenza all 'usura possono superare 5000 volte il test della lana d'acciaio.
Fase 5: Controllo di qualità dell 'assemblaggio
Un team professionale di ispezione della qualità utilizza strumenti come pinze e scanner 3D per verificare il tasso di qualificazione dimensionale delle parti. La linea di montaggio finale adotta una modalità di funzionamento modulare e processi come la saldatura del telaio dell 'armadio, l' livellamento dei binari scorrevoli e l'installazione delle serrature vengono completati in sequenza. Il test di scorrimento del cassetto richiede che non ci debba essere alcun blocco dopo 5000 volte di apertura e chiusura.
Fase 6: Multipli test e verifica
I prodotti finiti devono superare un sistema di test a tre livelli: il test funzionale copre il carico del cassetto (≥ 100 kg) e la stabilità dell 'inclinazione; il test strutturale include una simulazione di sismologia a 6 livelli; l'ispezione della qualità dell' aspetto utilizza sorgenti luminose multi-angolari per identificare i difetti del rivestimento. Tutti i dati vengono inseriti nel sistema di tracciabilità della qualità.
Fase 7: Soluzione di imballaggio intelligente
L'imballaggio anti-collisione utilizza una struttura composita di cotone perla EPE e carta corrugata, e i protettori di angolo PP sono aggiunti agli angoli. Sulla base della differenza nella distanza di trasporto, uno strato impermeabile al vuoto dovrebbe essere aggiunto all 'imballaggio di trasporto marittimo e il design resistente alla compressione del pallet inferiore dovrebbe essere rafforzato per l'imballaggio di trasporto terrestre per garantire che il tasso di qualificazione dello scatole rimanga superiore al 99% dopo un trasporto di 6000 km.
Fase 8: Supporto completo del ciclo di servizio
Il costruttore deve fornire servizi di guida video per l'installazione e fornitura di accessori. Il periodo di garanzia copre un impegno di manutenzione di 5 anni per le parti hardware e un impegno di manutenzione di 3 anni per il rivestimento. Per i clienti B-end, possono essere personalizzati accessori a valore aggiunto come etichette di gestione degli archivi e divisori di partizione.
Durante l'intero processo di produzione, la fabbrica deve implementare rigorosamente il sistema di gestione ambientale ISO14001 per garantire che il tasso di riciclaggio delle acque reflue per elettroforesi raggiunga l'85% e l'efficienza di purificazione dei fumi di saldatura superi il 98%. Attraverso il sistema ERP, si ottiene il controllo digitale dell ' intero processo, dall ' acquisto di materie prime alla spedizione e alla consegna, bilanciando efficacemente i costi di produzione e i requisiti di qualità.
La catena produttiva di archivio in metallo dimostra il raffinato funzionamento della produzione moderna. La selezione della tecnologia in ogni collegamento influirà direttamente sulla durata del prodotto e sull 'esperienza dell' utente. Comprendere questi dettagli di processo aiuta gli acquirenti a valutare la qualità del prodotto in modo più professionale e fornisce un percorso di riferimento per l'ottimizzazione della tecnologia di produzione per i professionisti del settore.