Spiegazione dettagliata del processo di produzione di armadi di controllo elettrici: una guida completa dalla progettazione alla consegna
Orario di rilascio:2026-04-05
Visite:393
Come componente principale del sistema di alimentazione, il processo di produzione degli armadi di controllo elettrico influenza direttamente la sicurezza e la stabilità del funzionamento delle attrezzature. Sulla base degli standard industriali e delle pratiche di produzione, questo articolo analizza sistematicamente i passaggi chiave e i requisiti tecnici dell 'intero processo di produzione degli armadietti di controllo.
I. Analisi dei requisiti e progettazione della soluzione
Il processo di produzione inizia con la fase di analisi dei requisiti.È necessario chiarire la gamma di potenza dell 'oggetto controllato, l'ambiente operativo (come temperatura, umidità e corrosività) e i requisiti per il livello di protezione (IP54/IP65). Gli ingegneri professionisti utilizzano il software CAD per completare la progettazione di tre disegni: il diagramma schematico elettrico determina la relazione logica dei componenti, il diagramma di layout pianifica la struttura spaziale del gabinetto e il diagramma di cablaggio guida la connessione dei cavi. In particolare, è necessario selezionare componenti come interruttori e contattatori in base allo standard GB / T 14048 e riservare una ridondanza di potenza del 10 - 15% per garantire un funzionamento stabile a lungo termine.
II. Fabricazione di gabinetti e lavorazione dei materiali
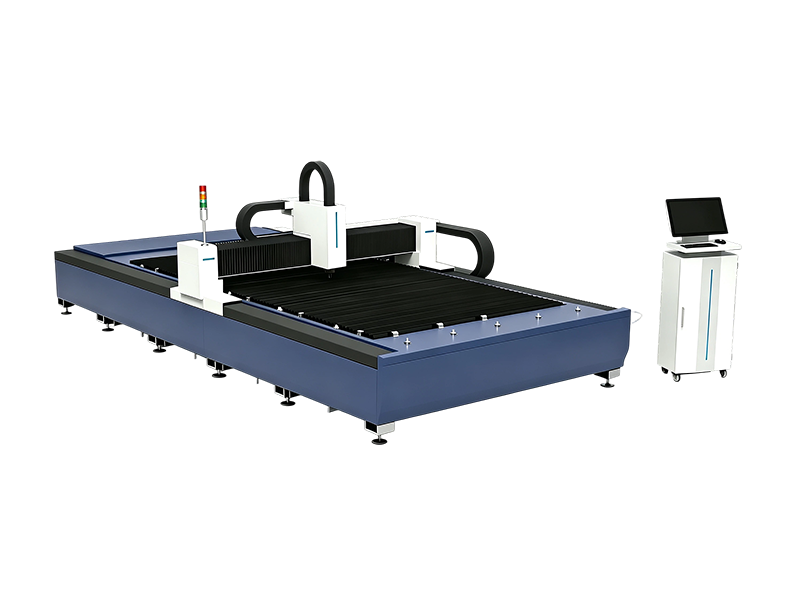
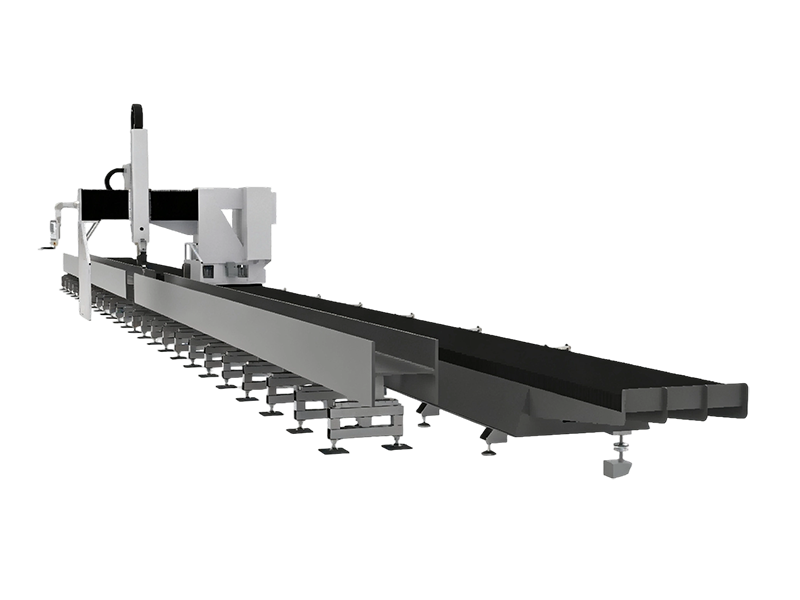
Laminate in acciaio laminate a freddo (spessore ≥ 1,5 mm) o acciaio inossidabile 304 sono i materiali principali per gli armadi. Il taglio laser è utilizzato con un controllo di precisione di ± 0,2 mm. Dopo la piegatura e la formazione, viene utilizzata la saldatura ad arco argon per garantire la resistenza strutturale. Il trattamento superficiale adotta un processo a tre rivestimenti e a due cotture: dopo la degrassazione e la fosfatizzazione, viene spruzzata prima l'apprima epossidica e poi viene applicato il topcoat in poliestere. Infine, il rivestimento di 60 μ m supera il test di 500 ore di spray sale. Per le apparecchiature con un requisito ambientale di trasporto da -25 °C a 55 °C, è necessario aggiungere la progettazione di strisce di sigillazione antigelo e supporti antisismici.
Il III. Installazione dei componenti e controllo dei processi
Viene utilizzata una modalità di assemblaggio modulare. L'errore di verticalità dell 'installazione ferroviaria dovrebbe essere < 1,5 ‰. Il processo di cablaggio segue il principio di verifica a tre: verificare il disegno contro l'oggetto fisico, il numero di fili contro il terminale e la sequenza di fase e la polarità. Si devono evitare tre tipi di potenziali pericoli:
1. La distanza parallela tra linee elettriche forti e deboli dovrebbe essere > 150 mm.
2. Il raggio di curvatura dei cavi dovrebbe essere > 6 volte il diametro del filo.
3. La resistenza di contatto alla connessione della barra bus in rame dovrebbe essere < 50 μ Ω.
IV. Test di sistema e verifica della qualità
Le attrezzature assemblate devono superare ispezioni a quattro livelli:
1. Test di isolamento: Misurato con un megohmmetro di 500V, la resistenza di isolamento a terra dovrebbe essere > 100MΩ.
2. Resiste alla prova di tensione: Nessun guasto o scarica si verifica a 2500V per 60 s.
3. Regolazione della funzione: Simula 32 condizioni di lavoro come sovraccarico e cortocircuito.
4. Test di carico: funzionamento continuo a pieno carico per 72 ore.
V. Specifiche tecniche per l'imballaggio e il trasporto
I componenti sensibili sono avvolti in cotone perlato antistatico e i codici d'angolo tampone sono installati intorno all 'armadio. La gamma di monitoraggio della temperatura di trasporto è di -25 ° C a 70 ° C e i parametri di vibrazione sono controllati entro 5 - 200Hz / 2,8Grms. I materiali di consegna includere tre set di documenti tecnici: manuali di diagrammi di cablaggio, rapporti di prova e file di modello 3D (in formato STEP).
L'intero processo di produzione deve implementare il sistema standard IEC 61439. Tre punti di rischio essere attentamente monitorati: il calcolo della compatibilità elettromagnetica nella fase di progettazione, la protezione elettrostatica nella fase di assemblaggio e l'analisi delle forme d'onda armoniche nella fase di prova. Stabilirendo un kanban visivo di processo e un sistema di tracciabilità, il controllo di qualità del prodotto lungo tutto il suo ciclo di vita può essere garantito efficacemente.